Sign In
Sign In














E-Catalog > HEULE PRECISION TOOLS > HEULE Deburring Tools
Product Information :

- เครื่องจักร, อุปกรณ์เกี่ยวกับเครื่องจักร, เครื่องมือกล
- HEULE PRECISION TOOLS
- สินค้า, ผลิตภัณฑ์
Product Detail :

COFA and MicroCOFA
|
|
||||||||||||||||||||||||||||||||





SNAP and MicroSNAP
 |
|
|
SNAP and MICROSNAP • Production front and back deburring and chamfering. |
 |
||
 |
High Quality Consistent Chamfers: The SNAP blades are ground with a patented geometry developed by Heule to produce quality chamfers and eliminate secondary burrs. Different chamfer sizes can be achieved by selecting a different blade. There is no need for adjustments or operator intervention. |
|
|
How Does the SNAP Tool Work? |
||
|
|
||

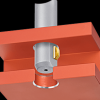
COFA in Cast Iron:

This cast iron valve body is being deburred with the COFA deburring tool. The manufacturer is running the tool at 1400 rpm with a feed rate of 0.010ipr. The reported insert life is 17,000+ parts
COFA in Steel

This steel clevice is being deburred with the COFA deburring tool. The manufacturer is running the tool at 180SFM and 0.010ipr. Blade life is approximately 3,000-4,000 holes.
COFA and MicroCOFA
|
|
||||||||||||||||||||||||||||||||
SNAP and MicroSNAP
|
|
|
SNAP and MICROSNAP • Production front and back deburring and chamfering. |
| |
||
|
High Quality Consistent Chamfers: The SNAP blades are ground with a patented geometry developed by Heule to produce quality chamfers and eliminate secondary burrs. Different chamfer sizes can be achieved by selecting a different blade. There is no need for adjustments or operator intervention. |
|
|
How Does the SNAP Tool Work? |
||
|
|
||
COFA in Cast Iron:
This cast iron valve body is being deburred with the COFA deburring tool. The manufacturer is running the tool at 1400 rpm with a feed rate of 0.010ipr. The reported insert life is 17,000+ parts
COFA in Steel
This steel clevice is being deburred with the COFA deburring tool. The manufacturer is running the tool at 180SFM and 0.010ipr. Blade life is approximately 3,000-4,000 holes.
COFA and MicroCOFA
|
|
||||||||||||||||||||||||||||||||
SNAP and MicroSNAP
|
|
|
SNAP and MICROSNAP • Production front and back deburring and chamfering. |
| |
||
|
High Quality Consistent Chamfers: The SNAP blades are ground with a patented geometry developed by Heule to produce quality chamfers and eliminate secondary burrs. Different chamfer sizes can be achieved by selecting a different blade. There is no need for adjustments or operator intervention. |
|
|
How Does the SNAP Tool Work? |
||
|
|
||
COFA in Cast Iron:
This cast iron valve body is being deburred with the COFA deburring tool. The manufacturer is running the tool at 1400 rpm with a feed rate of 0.010ipr. The reported insert life is 17,000+ parts
COFA in Steel
This steel clevice is being deburred with the COFA deburring tool. The manufacturer is running the tool at 180SFM and 0.010ipr. Blade life is approximately 3,000-4,000 holes.
Cassette tool from HEULE - process capable deburring of large bore-Ø
Automotive Industry / Connecting Rod
Reduce cycle times
HEULE has been reducing cycle times in the automotive industry successfully for over 30 years now. Today, car manufacturers ask for simple and process capable tool system. Terms like "time saving activities", "labor costs saving“ and "CIP continuous improvement process“ are common practice in the automotive industry
Customer application
Our customer has been machining the connecting rods manually for years.
| Bore | Ø62.5 mm |
| Deburring size | Ø63.5 mm |
| Unevenness | 20° |
| Material | Forged steel |
Proposed solution by HEULE Werkzeug AG
The HEULE proposal stipulates a cassette solution with the COFA tool. The standard COFA cassette can be adapted easily to large bore diameters by using a customized tool holder. This method gives the freedom to use the standard cassette also for other deburring applications.
The burrs will be removed at the front and at the back without any problems. Due to the unevenness of the bore edge, the radial deburring will be slightly irregular.
Benefits of the solution
The connecting rod is clamped on a undefined surface. As a result, the deburring surface is also undefined which is asking necessarily for a spring-guided deburring system that compensates for the variance.
The COFA blade does not hurt the already finished bore surface when traversing the hole. It is recommendable to apply low cutting values in order to allow the COFA blade to adapt to the contour.
Workpiece
Connecting rod / Main bore



COFA cassette tool
Tool body; Cassette holder with COFA12 cassette
Blade; standard blade COFA12

Cutting data
| Working speed |
300 rpm |
| Working feed |
0.15 mm/rev. |
| Coolant |
External cooling |